Helium Recovery Equipment
Our Products
Helium Recovery Equipment
For the sake of environment. Helium can not be substituted as a test gas. Increasing Helium demand is making Helium recovery necessary.
Helium recovery is in average amortising itself within 6-9 months.More then one test system can be connected to a helium recovery.Excessive amounts of Helium is still wasted into atmosphere which is an unnecessary on cost.

Design of a Helium recovery
Folowing base information is required
| Internal volume of test piece | in liter |
| Test pressure | in bar |
| Hourly test cycles | cycles |
| Quantity of test machines/lines | mashines |
This results into the following, eg.:
| Volume: | 1.5 liter |
| Test pressure: | 35bar |
| Cycles: | 60 |
| Machines: | 3 |
| Transferred volume: | 9.450barl |
-
Aim of a Helium Recovery
The aim of a Helium recovery is to achieve a high recovery rate. This rate should range between 95-97% . In order to achieve this, the required basic data needs to be strictly observed. There are two approaches to helium recovery:
Design with a balloon
Design with a Vacuum vessel
-
Helium recovery with a balloon
When to choose a recovery with a balloon:
Option 1:
Very high pressures (higher than 100bar)
Huge volumes eg. several test machines
High gas quantities can be handled in parallel
Reducing running time of high pressure compressors
Option 2:
Low pressures (up to 10bar)
Average volume (1-5 liter)
Fitment of an additional vacuum pump so that the remaining Helium can be transported into the balloon. Recovery pressure <50mbar abs.
Heliumconcentration >50%
Capacity 2-150Nm³/h


Helium recovery with balloon, design
The recovery units are stand alone units and consist of the following (Quantity/size depending on displacement volume and test pressure):
Balloon (integrated into a frame or hinged below the ceiling)
Analogue measurement system for filling level
Pressure cylinder
Piston pressure compressors or
Pneumatic operated piston compressors
Independent control by means of S7-300 + TP170
All connection points are facing towards ceiling
Build as a closed unit or in separate units on site
-
Helium Recovery with a Vacuum Vessel
When to consider a recovery unit with a vacuum vessel:
Criteria:
Medium pressures (10-60bar)
Average volumes or more leak detection machines
Medium gas quantities might arrive in parallel
No additional vacuum pump required / available
No additional programme changes required at the connected leak detection machines required.
Optimised floorspace and closed housing
Recovey pressure approxemately 600-700mbar abs.
Displacement Volume 15-50Nm³/h

Buy the Original, not the Copy!
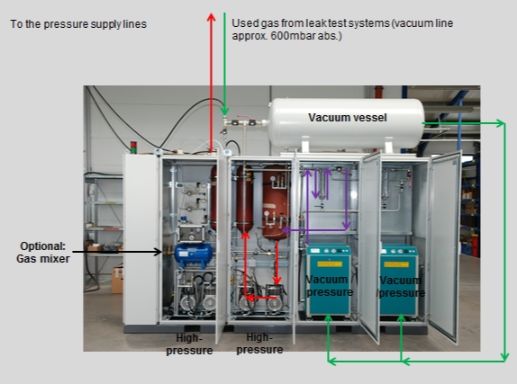
Helium Recovery with Vacuum Vessel, Structure
The Recovery Units are independent and do consist mainly of the following (Quantity / Size depending on displacement volume and proof pressure):
Vacuum Vessel
Pressure Vessel
Vacuum – Pressure Compressor
Active Carbon Filter
Dry running Piston Compressors
Independent Operating Programme with S7-300 + TP170
All Connection Points are routed to the top
Build in a closed housing (Rittal Cupboards)
schematic overview